Самодельное устройство для заточки сверл. Самодельное приспособление для заточки сверл
- Самодельное устройство для заточки сверл. Самодельное приспособление для заточки сверл
- Самодельное устройство для заточки сверла спирального типа. Чертежи простейших приспособлений
- Приспособление для заточки сверл из гайки своими руками чертежи. Способ №1 – приспособа из металла
- Приспособление для заточки сверл. Варианты изготовления
- Заточка сверла по металлу своими руками приспособление. Заточка сверла
- Самодельное приспособление для заточки сверл. Сверла по металлу
- Видео устройство для заточки сверл своими руками из дверной петли
Самодельное устройство для заточки сверл. Самодельное приспособление для заточки сверл
Неважно как часто вы работаете сверлами: раз в неделю или каждый день. Рано или поздно режущая кромка затупится, и чтобы восстановить рабочие характеристики инструмента, его надо будет заточить — это можно сделать на гриндере или наждачном станке.
Заточка сверла — процесс непростой. Тут важно выдержать правильный угол. И для этого мы советуем использовать приспособление для заточки.
Устройство можно изготовить своими руками из металлолома. Идея принадлежит автору YouTube канала Creative Mind.
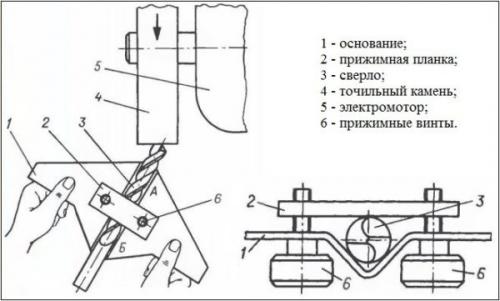
Конструкция приспособления состоит из следующих частей:
- основание;
- поворотная стойка;
- ложемент;
- торцевой упор.
Обратите внимание: вы всего лишь описываем идею, а вы уже при необходимости можете доработать самоделку как вам нужно.
Основные этапы работ
В качестве ложемента, на котором будет находиться сверло, автор решил использовать металлический уголок. К его нижней части привариваем «ушко» для крепления к стойке. Сверху надо приварить скобу с отверстием под фиксирующий вертикальный прижим.
После этого из кусков металла автор изготовил подвижную площадку, которая будет перемещаться вдоль уголка. К площадке крепится торцевой упор.
На следующем этапе останется только изготовить основание и стойку.Красим все элементы конструкции.
Сборка приспособления
К рабочему столу рядом с наждачным станком с помощью болта крепится основание самоделки. К нему крепится поворотная стойка.
В качестве поворотного механизма используется гаражная петля.
К стойке крепится ложемент. Надеваем на него подвижную площадку с торцевым упором.
Для фиксации площадки используется барашковый винт. Дополнительно к ложементу (в передней его части) крепится упор для сверла, чтобы оно не проворачивалось в процессе заточки.
Процесс заточки сверла
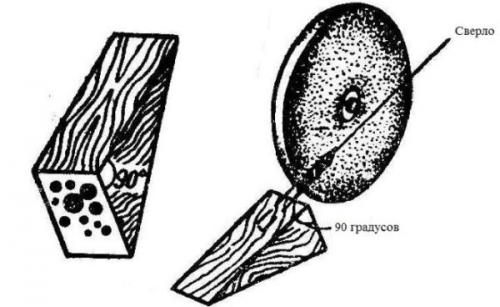
Прежде чем приступить к заточке сверла по металлу, необходимо выставить необходимый угол. Для этого мастер решил использовать специальное приложение, установленное на смартфон. Все-таки в 21-ом веке живем!
Угол заточки может отличаться, в зависимости от вида материала, в котором будет сверлиться отверстие. В таблице ниже вы можете получить дополнительную информацию.
Устанавливаем сверло, надежно фиксируем его. Теперь можно приступать к заточке. Сначала затачиваем одну сторону сверла, потом — другую.
Самодельное устройство для заточки сверла спирального типа. Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла. При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки.
Такие самодельные приспособления для заточки сверл должны быть оснащены обоймами. Для их изготовления подойдут медные или алюминиевые трубки, внутренний диаметр которых равняется типовому размеру используемого сверлильного инструмента.
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
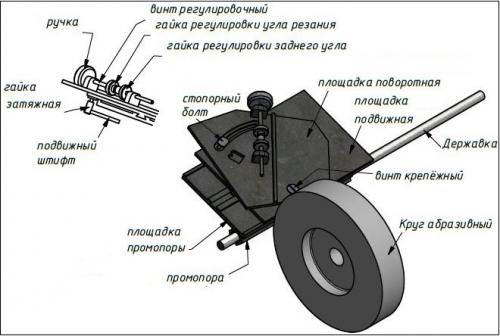
Конструкция состоит из следующих элементов:
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров . Для этого можно использовать шаблон. Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм. При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр.
Приспособление для заточки сверл из гайки своими руками чертежи. Способ №1 – приспособа из металла

Приспособа из двух гаек и болта
Тем, у кого есть начальные знания и навыки слесарных работ по силам изготовить долговечное приспособление из металла.
Для работы понадобится:
- две гайки
- болт
- штангель-циркуль
- тиски
- сварочный аппарат
back to menu ↑
Шаг №1 — разметка гайки

Разметка гайки
Делаем посадочное гнездо для сверла. Для этого с помощью штангель-циркуля размечаем гайку, как показано на фото выше. Разметку делаем с двух сторон гайки.
back to menu ↑
Шаг №2 — режем по разметке

Режем по разметке
1 Заготовку зажимаем в тисках, и по разметке производим рез болгаркой.

Гайка с выпиленным пазом для сверла
2 В итоге должно получиться так, как показано на фото выше.
back to menu ↑
Читайте также: Полки в гараже: порядок прежде всего. Общие вопросы проектирования, простые варианты, пошаговая инструкция изготовления своими руками (75+ Фото &
Шаг №3 — подготовка второй гайки

Вторая гайка на размер меньше
Накладываем сверху вторую гайку меньшего размера.
back to menu ↑
Шаг №4 — свариваем гайки

Свариваем гайки друг с другом
1 Фиксируем обе гайки в тисках, и прихватываем их электросваркой. Двух точек будет достаточно.

Приспособа готова к работе
2 В целую гайку вворачиваем болт. Приспособление готово к использованию.
back to menu ↑
Шаг №5 — вставляем сверло

Вставляем сверло
Вставляем сверло в приспособление и фиксируем его болтом так , чтобы его кончик немного выступал за грани гайки с пазом.
Приспособление для заточки сверл. Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
Чертежи деталей приспособления
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Заточка сверла по металлу своими руками приспособление. Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.
При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточки
Правильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Источник: https://stroika-i-remont.info/novosti/konduktor-dlya-zatochki-sverl-svoimi-rukami-sverla-po-metallu
Самодельное приспособление для заточки сверл. Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.
Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.
Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.