Самоделка для заточки сверл. Сверла по металлу
Самоделка для заточки сверл. Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.
Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.
Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
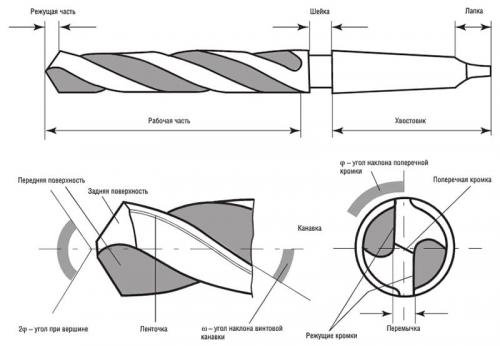
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.
Приспособление для заточки сверл. Принципы заточки сверл
Данные работы осуществляют в соответствии с правилами и с использованием соответствующего оборудования. Однако опытные специалисты способны восстанавливать остроту на точильных станках при ручном удерживании инструмента. Такие работы требуют большого опыта, иначе сверло легко испортить.
Существует ряд правил заточки:
- Острие следует обрабатывать наждаком до 2-3 с за подход. Это обусловлено «отпусканием» металла, состоящем в потери твердости ввиду потери закалки, при более длительном воздействии вследствие нагрева. Свидетельством данного процесса является присутствие температурных побежалостей на кромке.
- В процессе механической заточки следует направить кромку навстречу вращению наждака.
- Основные принципы заточки определяются размерами и конфигурацией инструмента. Так, сверла диаметром до 4 мм следует удерживать неподвижно при каждом подходе. Для спиралевидных вариантов осуществляется заточка лишь задней поверхности.
- Угол заточки определяется типом целевого материала. Иногда одно приспособление перетачивают в зависимости от целевых материалов.
Частота заточки определяется типом сверла. Так, специализированные модели для древесины, в том числе перьевые, не точат в бытовых условиях. К тому же они медленно затупляются. Это актуально и для твердосплавных инструментов. Победитовые варианты, рассчитанные на бетон, вообще не восстанавливают. Таким образом, наиболее часто затачивают спиральные сверла по металлу.
Последние отличаются небольшой кромкой, интенсивно нагревающейся от трения ввиду малой площади рассеивания. Перегрев ведет к затуплению. К признакам этого относят скрип, быстрый нагрев приспособления без продвижения вглубь, отходы в виде опилок, а не завитой стружки.
Применение затупившегося сверла ведет к потере эффективности и ускоренному износу инструмента.
Самоделка для заточки ножей. Приспособление для заточки ножей своими руками: от простого к сложному
7 мин.
Общие вопросы
Любые режущие инструменты требуют надлежащего ухода, так как постепенно они начинают терять былую остроту, а работа с такими изделиями становится мучительной, почти невыносимой. Самый большой раздражитель — тупой нож, который превращается в абсолютно бесполезный предмет. Чтобы избежать подобных ситуаций, его необходимо периодически подтачивать, и в этом очень помогают точилки, купить которые совсем не проблема. Однако не всех хозяев данный вариант вдохновляет, ведь качественные устройства стоят немало. Изящный и логичный выход из ситуации — приспособление для заточки ножей своими руками. Функционально самодельные инструменты ничуть не уступают конкурентам — фабричным моделям, зато позволяют добиться существенной экономии.
Знакомство с понятием «угол заточки»
Цель процесса всем известна — придание лезвию остроты. Однако для каждого вида инструментов эта операция несколько отличается. Причина в предназначении ножа — бытового, охотничьего, для рыбалки. Разница между ними на первый взгляд вовсе не видна, но именно она определяет то, для чего инструменты используются. Это угол заточки, но его можно увидеть и сравнить только у тех ножей, которые еще не точили в домашних условиях. Приняты такие величины:
- 8-12° — для скальпелей, опасных бритв;
- 10-15° — для филейных ножей (филейников);
- 15-20° — для резки продуктов питания;
- 20-25° — для инструментов общего назначения;
- 20-40° — для охотничьих ножей;
- 30-50° — для массивных специальных ножей (например, для мачете).

Меньшие углы предназначены для работы с мягкими материалами, большие — с твердыми субстанциями.
Единого стандарта для всех инструментов нет. Некоторые западные производители охотничьего оружия считают идеалом угол заточки 23°. В Америке есть компании, затачивающие подобные и боевые ножи под 40°. Бывают инструменты с разными углами заточки частей клинка. Серьезный военный пример — русская шашка (40 и 30°).Такое оружие становится универсальным, но для домашнего мастера в данной заточке есть минус — много большая сложность работы.
Чтобы иметь возможность корректно заточить ножи, изготавливая почти профессиональное приспособление для заточки ножей своими руками, надо предусмотреть возможность смены ее угла. Эта задача и является самой сложной: как при проектировании, так и во время изготовления.

Самоделка для заточки сверл своими руками. Процесс изготовления кондуктора
Из фанеры вырезаются 2 бруска длиной по 100 мм. Ширина одного делается 50 мм, второго 40 мм. Их нужно склеить вместе и скрутить саморезами, чтобы образовать ступеньку за счет разницы ширины.








