Типы токарных резцов. Назначение, виды и классификация токарных резцов
- Типы токарных резцов. Назначение, виды и классификация токарных резцов
- Резцы токарные. Геометрия токарных резцов
- Виды резцов по металлу. Какие бывают токарные резцы по металлу и где применяются
- Токарные резцы по металлу. Виды токарных резцов по металлу
- Виды токарных резцов по дереву. Как сделать резцы по дереву для токарного станка своими руками
- Токарные резцы: виды и назначение. Виды резцов по металлу
- Виды резцов. Токарные резцы
- Виды резцов по назначению. Особенности конструкции резца токарного по металлу
Типы токарных резцов. Назначение, виды и классификация токарных резцов
Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму. Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением.

- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.
Классификация
Токарные резцы классифицируются по многим признакам. Этот способ изготовления, направление, материал, назначение, тип установки.
По способу изготовления
Есть три разновидности инструмента. Они изготавливаются по ГОСТу. В каждом производстве применяется тот или иной тип.
Цельные
Резец полностью изготовлен из легированной, реже инструментальной стали. Используются редко ввиду дороговизны материала. Поэтому чаще к обычному резцу припаивают соответствующую пластинку.

С напаянными пластинами из твердосплавного материала
На рабочую головку напаяна твердосплавная пластина, за счет которой происходит резка металла. Состав сплава отличается в зависимости от назначения резца.

Сборные
Считаются универсальными, на них можно устанавливать пластину из любого сплава и разного профиля (в зависимости от вида работы). Их можно использовать в качестве проходного, подрезного, упорного резца. Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.

По направлению
Инструмент подается в двух направлениях. От этого зависит, куда смотрит режущая кромка. Определить направление можно визуально.
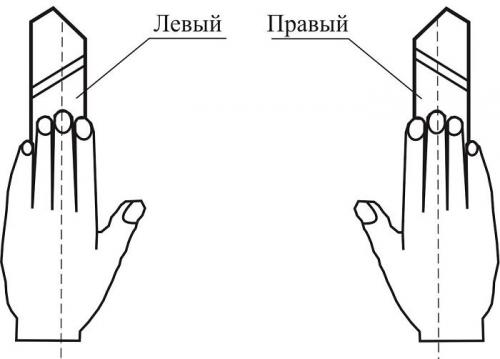
Левые
При подаче движение выполняется слева направо. Режущая кромка расположена с правой стороны. Применяются редко.
Правые
Подача осуществляется справа налево. Главная режущая кромка находится с левой стороны.
По типу работ
На токарных станках выполняются три вида работ. Черновая обработка подразумевает быстрое снятие стружки с остатком припусков для последующих операций. Получистовая обеспечивает поверхность среднего качества, для некоторых деталей этого достаточно. Чистовая обработка заключается в доводке детали до нужного класса чистоты.
Для черновых
При черновом обтачивании снимается крупная стружка. Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Для чистовых
Применяются для финишной обработки готовой детали. Работают на больших оборотах и маленькой подаче. Толщина снимаемой стружки не превышает 1-2 мм. За счет этого обеспечивается чистота обрабатываемой поверхности.
Для получистовых
Универсальные резцы из твердосплавных материалов или быстрорежущей стали используются для получения средней чистоты поверхности. Они часто имеют дополнительную режущую кромку для уменьшения шероховатости поверхности. А на передней поверхности вышлифовывается канавка шириной 8-10 мм для обламывания стружки.
По типу назначения
Все резцы делятся по назначению. Каждый предназначен для выполнения той или иной операции.
Проходные
Встречаются проходной прямой и отогнутый резец.прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.
Проходной отогнутый — отличается повернутой вправо или влево рабочей частью. Используется для подрезки торца. Отогнутым резцом удобно снимать наружные и внутренние фаски.
Отрезные
Главным отличием является тонкая удлиненная рабочая головка с напаянной пластиной. Используется для отрезки деталей, иногда для прорезания наружной канавки.

Резцы токарные. Геометрия токарных резцов
Изображение №2: геометрия токарного резца
Расскажем об углах резцов и их назначениях.
Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Виды резцов по металлу. Какие бывают токарные резцы по металлу и где применяются
Очень часто у нас в магазине покупают токарные резцы по металлу и если снабженцы, которые в них разбираются, называют каждый вид резца правильно, то рядовые граждане частенько путают резцы. В этой статье предлагаю вам ознакомиться с основными видами токарных резцов — посмотрите фото, узнаете размерный ряд и область применения каждого вида.
Все модели — Канашского завода, их продукция одна из самых качественных на этом рынке.
Важно! Все модели резцов выполняются с пластинами разной марки — чаще всего это ВК8, Т5К10 и Т15К6. Другие твердые сплавы используются достаточно редко (например Т30К4 и им подобные).
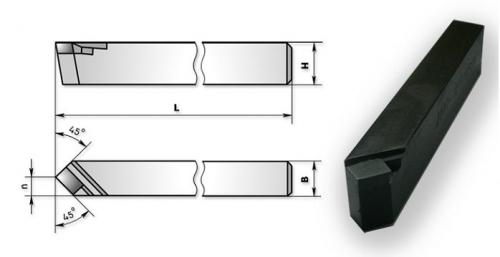
Отрезной
Один из самых востребованных резцов. Применяется для отрезки заготовки. Его ни с чем другим не спутать — тонкая ножка с напаенной твердосплавной пластиной. Область применения — отрезка по прямым углом, также ими вырезают тонкие канавки.
Фото:
Бывают право и левосторонние. На фото четко можно отличить правый от левого — слева как раз-таки левосторонний. Все другие — стандартные правые, в 90 процентах случаях для работы требуются именно они. Отличить весьма просто — берете резец пластиной вниз(как нож) и если ножка справа — то значит и резец правый. Слева — значит левый (менее распространенный). Гляньте фото, там все видно.
Размерный ряд державок:
— 16*10 мм — для маленьких «школьных» станков
— 20*12 мм
— 25*16 мм — самый популярный
— 40*25 мм — большие резцы, редко можно найти в продаже, только под заказ.
Проходной отогнутый
Само название говорит о его области применения — им обрабатывают торцы заготовок, а также снимают фаски. Отогнутая часть как бы огибает заготовку сбоку. Фото:

Размерный ряд также очень приличный:
— 16*10 мм — маленькие для школьных станков
— 20*12 — нестандартный размер
— 25*16 мм — самый востребованный
— 32*20 мм
— 40*25 мм — редко можно найти в продаже, только под заказ как правило
Проходной упорный отогнутый
Приставку «отогнутый» как правило не используется в обиходе, резцы называют просто проходными упорными. Но изгиб можно видеть, бывают и без него.
Область применения — одни из самых нужных резцов. Используются для обработки цилиндрических заготовок. Изгиб как раз-таки позволяет обтачивать круглые детали, снимая максимально много металла за один проход резца. Обработка детали идет вдоль её вращения!
Фото:

Размерный ряд также широк:
— 16*10 мм
— 20*12
— 25*16
— 32*20
— 40*25
Также бывают левосторонние и право. В подавляющем большинстве случаев используются правые модели.
Проходной прямой
Область применения такая же, как у проходного отогнутого, однако тем удобнее снимать фаски. А прямым чаще всего обрабатывают поверхности металла. Используется на производстве нечасто.
Фото:

Размерный ряд:
— 25 на 16 мм — стандартный с прямоугольной державкой
— 25 на 25 мм — нестандартная державка, для каких-то специальных работ
Подрезной отогнутый
Чаще всего его путают с проходным упорным. У подрезного треугольная пластина, обратите внимание! Фото:

Область применения: обрабатывают заготовки поперек оси вращения (перпендикулярно). Кроме отогнутых моделей могут быть и упорные (но они не востребованы как правило).
Размеры:
— 16*10 мм
— 25 на 16 мм
— 32 на 20 мм
Для нарезания наружной резьбы
Область применения: название говорит само за себя — такими резцами нарезают резьбу. Какую? Если берете резец с завода, то он, как правило, «заточен» под метрическую резьбу. Для других видов резьб его нужно будет перетачивать.
Пластина установлена «копьевидная» (правильное её название — отрезная, продаются отдельно), может быть разного сплава (марки указаны в начале статьи). Получаемая резьба на заготовке внешняя (так называемый «папа») — болт, шпилька и т.п.
Фото:

Наиболее востребованные размеры:
16*10 мм
25*16 мм
32*20 мм — используется не так часто
Для нарезания внутренней резьбы
Если наружным можно нарезать и мелкую резьбу, то внутренним режут только резьбу большого диаметра. Это можно понять по размерам самих резцов. Фото:

Важно! Не путайте этот резец с расточными для глухих отверстий, они внешне похожи, но принципиально разные! Расточные ниже в статье, сравните.
1
Токарные резцы по металлу. Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.
Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.
Проходные отогнутые резцы
Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.
Проходные упорные отогнутые резцы
Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
- 16х10;
- 20х12;
- 25х16;
- 32х20;
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.
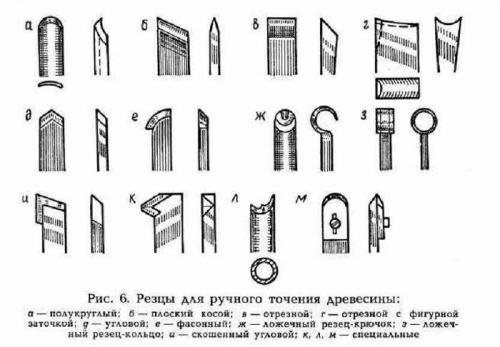
Виды токарных резцов по дереву. Как сделать резцы по дереву для токарного станка своими руками
используют для декоративной обработки заготовок из древесины. Их можно разделить на две группы: ручной и тот, который используют в работе на токарном станке.
Для станка используют более прочные и износоустойчивые резцы. Такой инструмент можно купить в специализированном магазине или сделать самостоятельно.

Виды и назначение
Основная задача резцов — придание правильной геометрической формы деревянной заготовки на токарном станке. Резцы по дереву выполняют разные задачи:
- Удаляют первичный слой древесины. Грубая черновая очистка. Сюда можно отнести резцы типа рейер или стамеска-скребок.
- Придают заготовке нужную геометрическую форму. Это фасонные резцы.
- Отрезают готовое изделие. Так называемые отрезные резцы.
В магазине можно купить готовый набор оснастки, в котором найдутся все необходимые инструменты для работы. Разберем каждый из них подробнее.
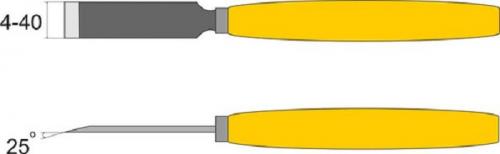
Плоские прямые
Такой инструмент имеет одностороннюю заточку по одной из грани. Режущая часть перпендикулярна центральной оси оснастки. Эти резцы используют для чистовой обработки подготовленной заготовки.
Особенности оснастки:
- Легко делать прямоугольную выемку древесины.
- Стандартная ширина лезвия может находиться в пределах от 4 до 40 мм.
- Угол режущей кромки от 25 до 45 градусов. При дальнейшем обслуживании резца можно делать разные углы заточки, чтобы «настроить» инструмент под себя.
У столяров этот резец называется «скребок».
Интересно! Лучше всего иметь в наличии несколько скребков разной ширины лезвия. Это расширит круг выполняемых задач. Тонкие резцы лучше использовать при конечной обработке изделия.
Косой прямой
Еще один резец для чистовой обработки, у которого режущая часть расположена под острым углом, относительно центральной оси оснастки. Заточка режущей кромки может быть односторонней или двухсторонней, а также левосторонней или правосторонней.
Особенность оснастки:
- Резец позволяет делать тонкие линии.
- При двусторонней заточке выставляют угол 25 градусов.
- Инструмент довольно универсален и позволяет выполнять большой спектр чистовых работ.

Этот тип оснастки называется «мейсель» и является базовым в работе мастера-токаря.
Отрезные
Как понятно из названия, этот тип оснастки используют для отрезки готового изделия. Отрезной резец напоминает косой прямой, с той разницей, что он имеет угол заточки 40 градусов только по одной стороне.

Полукруглые плоские
Данный тип оснастки имеет полукруглую заточку режущей кромки. Сама режущая часть располагается перпендикулярно относительно оси оснастки. Основное предназначение данного резца — выборка полукруглого желоба.
Особенности оснастки:
- Лучше всего иметь несколько резцов с разной шириной лезвия.
- Кромка оснастки затачивается, с одной стороны, под углом от 20 до 40 градусов.
- У опытных мастеров можно найти большое количество подобных резцов с разной шириной лезвия.

Желобчатые
Желобчатый резец — он же рейер, используют для черновой отделки заготовки. Его лезвие изогнуто наподобие желоба, режущая кромка заточена с одной стороны.
Особенности оснастки:
- Рейером можно делать полукруглые формы.
- Затачивается нижняя часть режущей кромки выпуклой формы под углом до 40 градусов.

Желобчатый резец является одним из самых главных инструментов у мастера-токаря.
Как изготовить самодельные токарные резаки по дереву своими руками
Любой резец состоит из двух основных частей.
Металлическая часть. Условно ее можно разделить на три участка:
- Лезвие (режущая часть) — тот участок оснастки, который точит или обрабатывает деревянную заготовку.
- Тело — основой участок оснастки. Эту часть токарь прижимает к подлокотнику станка.
- Хвостовик — узкая часть, переходящая в тело. На хвостовик крепят ручку.
Деревянная часть или ручка. Она состоит из основы и шейки. Первая предназначена для захвата рукой мастера, вторая — фиксирует ручку на хвостовике инструмента.
Токарные резцы: виды и назначение. Виды резцов по металлу

Из этого материала вы узнаете :
- Конструкция токарных резцов
- Классификация видов резцов по различным параметрам
- Виды резцов по форме и функциональному назначению
Виды резцов по металлу классифицируются в зависимости от функционального назначения, формы, материала изготовления. Применяются в токарных станках для выполнения разных операций: реза, сверления, нарезания резьбы, изготовления отверстий и т. д. Изготавливаются из твердых металлов с закаливанием режущей кромки.
Резцы являются расходным материалом и заменяются по мере стачивания рабочей плоскости. Отличаются они также углом заточки. Подробнее о различных видах резцов, сферах их применения вы узнаете из нашего материала.
Конструкция токарных резцов
Конструктивно все резцы для токарных работ по металлу состоят из двух частей:
- державки, служащей для закрепления инструмента;
- рабочей головки, которая контактирует с заготовкой при обработке.

В формировании самой головки в свою очередь участвуют плоскости и режущие кромки. Форма плоскостей рабочей части резца зависит от металла заготовки и характера выполняемой обработки. Сказанное относится и к углу заточки режущей кромки. Поперечное сечение державки может иметь как форму квадрата, так и прямоугольника.
Рассмотрим основные виды резцов по металлу. Конструкция резца может быть:
- прямой , когда оси державки и рабочей головки совпадают или параллельны;
- изогнутой , когда угол между осями резца и державки виден при взгляде сбоку;
- отогнутой , если угол заметен при взгляде сверху;
- оттянутой – это касается резцов с меньшей относительно державки шириной рабочей части.
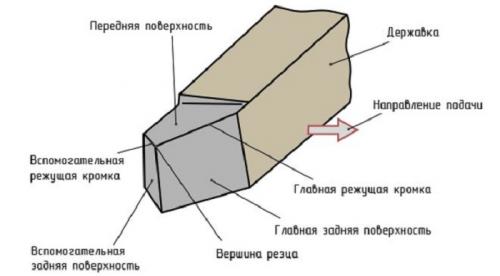
На рабочей головке выделяют три главных грани:
- основную – параллельную опорной плоскости;
- переднюю – перпендикулярную основной;
- заднюю – главную.
Также на рабочей части присутствует вспомогательная задняя поверхность, смотрящая в противоположную вектору подачи сторону.
Углы между поверхностями резца выбираются в зависимости от характера обработки, твердости материала резца и физических параметров заготовки. От углов зависит острота рабочей кромки. Относительно вектора подачи различают углы:
- передний , от которого зависит сила воздействия резца на металл и его нагрев при обработке;
- задний , определяющий износ рабочей части и качество обработки.
VT-metall предлагает услуги:
Углы между кромками:
- угол заострения , от которого зависит долговечность инструмента;
- угол резания , задающий глубину обработки.
Углы между гранями:
- основной – от него зависят масса и конфигурация срезаемой стружки;
- вторичный – прямо влияющий на шероховатость поверхности конечного изделия.
Угол наклона кромки относительно направления подачи определяет форму пятна контакта.
Вершинный угол – чем прочнее материал головки, тем более острым он может быть.
Угол наклона вспомогательной грани относительно направления подачи – от него, в частности, зависит сила трения.
Стандартные размеры инструмента в поперечном сечении: не более 160х100–630х1 000 мм для прямоугольного и 40х40–400х400 мм – для квадратного.
Классификация видов резцов по различным параметрам
Используемые на современных производствах виды токарных резцов по металлу отличаются рядом признаков. Рассмотрим их подробно.
По конструкции различают:
- цельные резцы – когда на изготовление головки и державки идет одна заготовка (чаще всего это высокопрочная сталь с легирующими добавками);
- резцы с напайкой пластин из твердых сплавов (их преимущество заключается в относительно невысокой стоимости);
- резцы со съемными пластинами из твердых сплавов (позволяют производить тонкую регулировку и быструю замену рабочей части).
По направлению обработки:
- правые , вектор подачи которых направлен справа налево (наиболее распространенный вид токарных резцов по металлу);
- левые – соответственно, вектор подачи таких резцов направлен слева направо.
Возвращаясь к размерам резцов, следует рассмотреть специфику их геометрии.
Форма поперечного сечения:
- квадратная – со стандартными размерами от 4х4 мм до 40х40 мм;
- прямоугольная – с соотношением сторон от 16х10 до 63х50 мм.
По характеру производимой обработки резцы бывают:
- обдирочными – для быстрого чернового съема слоев металла;
- получистовыми и чистовыми ;
- тонкими – с их помощью производят окончательную и прецизионную (с точностью до микрон) обработку заготовок.
Вид и назначение токарных резцов по металлу зависят от угла, под которым конкретный инструмент располагается относительно оси вращения заготовки. Положение резца может быть:
- Радиальным – перпендикулярно оси обрабатываемой заготовки. Такое расположение резцов – классика для большего числа производств, где важна унификация их геометрического положения.
- Тангенциальным . Этот вариант фиксации инструмента относительно сложен и применяется для высокоточной обработки нестандартных деталей.
Виды резцов. Токарные резцы
Огромное количество самых разных работ, которые постоянно выполняются с помощью токарных станков, привело к созданию ряда резцов позволяющих производительно выполнять технологические операции. Все они имеют разную конструкцию и назначение, для которого создавались.
Каждый токарный резец , в зависимости от того, какую геометрическую форму он имеет, получил свое отдельное название. Оно зависит не только от формы, но также от его свойств и назначения. Все они будут указаны ниже.

1– проходной прямой резец ;2– проходной отогнутый;3– проходной упорный;4– подрезной резец;5– широкий проходной;6– расточный резец;7– расточный упорный;8– отрезной резец;9– резьбовой резец;10– фасонный резец.
Проходные прямые резцы используются, если нужно обточить внешнюю поверхность цилиндрической формы.
Проходные упорные резцы используются для протачивания цилиндрических поверхностей и валов с небольшими уступами. Если обратить внимание на форму резца, то главный угол подобного инструмента ровен девяносто градусам. Это позволит уменьшить вибрацию, которая появится во время выполнения работы.
Проходной отогнутый резец считается более универсальным инструментом. Не меняя его положение в резцедержателе, можно обтачивать, как цилиндрические поверхности, так и подрезать торцы заготовки. Этот резец часто используют, чтобы обрабатывать ступенчатые валы или какие либо другие детали, которые в результате технологического процесса требуют подрезки небольшого уступа.
Подрезной резец используют, чтобы обработать торцевые наружные поверхности. В процессе работы подача движения инструмента должна быть такой, чтобы её движение было перпендикулярно оси вращения детали, которая будет обрабатываться.
Расточные резцы используют, чтобы растачивать различные сквозные отверстия, предварительно обработанные сверлом.
Расточные упорные резцы так же используют для расточки детали после сверления. Обычно этот инструмент используется для обработки глухих отверстий.
Отрезные резцы используют, чтобы разрезать материал. Обычно чтобы получить желаемый результат при выполнении работ подобными резцами, нужно выбирать такой инструмент, у которого длина головки будет больше, чем радиус самой обрабатываемой детали. При этом соблюдается правило, когда толщина головки по направлению к телу резца постепенно уменьшается. Это делается, чтобы минимизировать трение, которое образуется во время резки детали, между торцевыми плоскостями и вспомогательными режущими кромками.
Резьбовые резцы используют, чтобы нарезать внутреннюю резьбу или наружную. При этом профилю резьбы, которая нарезается, должна соответствовать форма режущей части инструмента.
Канавочные резцы используют для обработки технологических канавок различного профиля и назначения.
Фасонные резцы используют, чтобы обрабатывать специальные фасонные поверхности. При этом важно соблюсти профиль, который будет у режущей кромки инструмента. Он должен быть таким, чтобы отвечать профилю заготовки и ее поверхности, которая будет обрабатываться. Затачивают такие резцы исключительно по передней поверхности. По этой причине не меняется профиль кромки.
Виды резцов по назначению. Особенности конструкции резца токарного по металлу
Конструкция элемента состоит из державки резца, благодаря которой фиксируется инструмент на станке, и рабочей головки, что непосредственно обрабатывает поверхность заготовки. Державка может иметь квадратное или прямоугольное поперечное сечение. Рабочая часть инструмента сформирована из нескольких смежных плоскостей и режущих кромок. Их угол затачивания зависит от характеристики обрабатываемого материала и вида обработки.

Для достижения заданных параметров детали происходит движение закрепленных в станке резца и заготовки относительно друг друга
Рабочая головка может быть цельной или с приварными или припаянными пластинами. Новинкой являются резцы по металлу для токарного станка со сменными пластинами. Первый вариант представлен цельным с державкой элементом. Такой инструмент может быть изготовлен из специальной высокоуглеродистой инструментальной или быстрорежущей стали. Но такие резцы используются крайне редко.
Преимущественно для металлообработки на токарном станке используются резцы с приварными или припаянными пластинами. Изготавливается инструмент из быстрорежущей стали или твердого сплава, в составе которого присутствуют металлы: титан, вольфрам и тантал. Он отличается высокой прочностью и ценовой политикой. Данный токарный инструмент может быть использован для обработки изделий из цветных металлов, чугуна, любой стали и неметаллических материалов.
Важно! При работе с пластинами из твердых сплавом следует придерживаться правил безопасности, поскольку изделия весьма хрупкие.
Очень часто при обработке материала используются резцы токарные со сменными пластинами. В отличие от предыдущего варианта пластина крепится к головке механически с помощью специальных прижимов или винтов. Инструмент удобен в дальнейшей эксплуатации, если пластина изготовлена из минералокерамики, что существенно увеличивает стоимость резца со сменными пластинами.

Разновидность резцов токарных по металлу со сменными пластинами
Рабочая часть для резца станка токарного может быть изготовлена из твердого сплава (танталово-вольфрамо-титанновые, титановольфрамовые, вольфрамовые), быстрорежущей стали (повышенной или нормальной эффективности), углеродистой стали высокого качества. Резцы могут быть использованы для таких типов токарных станков, как строгальные, токарные, долбежные, револьверто-автоматные и специальные.