Ступенчатые сверла по металлу, какие лучше. Ступенчатое сверло по металлу — назначение, особенности конструкции, как выбрать
- Ступенчатые сверла по металлу, какие лучше. Ступенчатое сверло по металлу — назначение, особенности конструкции, как выбрать
- Сверла по металлу размеры. Сверло: виды, характеристики и рекомендации по выбору
- Заточка сверла по металлу своими руками приспособление. Заточка сверла
- Как отличить сверло по металлу от сверла по дереву. Что общего?
- Корончатые сверла по металлу для дрели. Преимущества сверл корончатого типа
- Углы заточки сверла по металлу таблица. Как правильно заточить сверло по металлу: угол заточки, приспособления
- Видео ступенчатые сверла. Обзор тест
Ступенчатые сверла по металлу, какие лучше. Ступенчатое сверло по металлу — назначение, особенности конструкции, как выбрать
Стоит сказать, что инструменты ступенчатого типа используются не только для обработки металла. Их можно применять и для высверливания отверстий в следующих материалах:
- Пластмассе;
- Гипсокартоне ;
- Дереве.
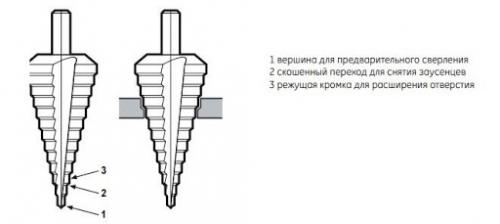
Острый наконечник ступенчатого сверла позволяет не только исключить необходимость применения центровочного инструмента, но и легко врезаться в структуру даже самого плотного металла. Отверстие, полученное при этом, не нуждается в дополнительной обработке с использованием надфиля и шлифовальной машинки.
Поступательные каналы ступенчатого сверла, расположенные по спирали, выполнены в разных размерах с плавным переходом. Эта конструктивная особенность повышает эффективность конусного сверла при работе с тонколистовым металлом как минимум на 50%. Кроме того, при сверлении металлических деталей инструментом с такими спиральными поступательными канавками обеспечивается плавность его хода.

На рабочую поверхность ступенчатых сверл может быть нанесено абразивное напыление, основу которого составляет алмазная или титановая крошка (это не противоречит требованиям ГОСТа). Такое покрытие режущей поверхности значительно повышает степень ее прочности, что позволяет свести к минимуму периодичность ее заточки . Естественно, на такое преимущество использования конусного сверла с напылением можно рассчитывать в том случае, если соблюдаются правила его эксплуатации и не превышается допустимая нагрузка на него.
Одной из задач, которую решают с помощью конусного сверла, является исправление дефектов отверстий, полученных инструментом другого типа. К таким дефектам, в частности, относятся рваные края. Сверла ступенчатого типа практически незаменимы в тех случаях, когда необходимо получить качественные отверстия в тонколистовом металле, изделиях из стеклотекстолита и других полимерных материалов.
Учитывая все вышесказанное, можно сделать вывод о том, что конусные сверла являются еще более универсальными, чем традиционный инструмент спирального типа. Именно поэтому они не будут лишними на производственном участке и в домашней мастерской.
Конструкция и характеристики ступенчатого сверла

Данные инструменты имеют довольно сложную конструкцию. Их конфигурация может отличаться в зависимости от разновидности.
Рассмотрим более подробно, из каких частей состоят такие изделия. Вершина сверла представлена заостренным наконечником, который дает возможность без особого труда врезаться в металл любой плотности.

Для обработки металлических листов применяются и другие инструменты, например, корончатые. Сверло по металлу такого типа не требует применения вспомогательных центрирующих приборов, однако для работы с тонким металлом оно не подходит. Спиральные аналоги тоже не позволяют точно выполнить подобную работу.
Ступенчатые изделия очень эффективны при работе с алюминиевыми, стальными, медными и другими листами и трубами. Инструменты такого типа имеют форму конуса, который включает в себя 2 канавки. Они способствуют сверлению материалов. Во время работы при переходе на следующий уровень образуется фаска для отверстия, которое создается предыдущей ступенью.
Сверло ступенчатое по металлу 4-32 мм имеет и противоположенный конец, который крепится в патроне инструмента. Противоположный конец, или же хвост, имеет максимально подходящую для этого конструкцию и состоит из шести граней. Преимущества подобных инструментов неоспоримы, поэтому именно их рекомендуют многие мастера для работы с металлическими деталями.
Сверла по металлу размеры. Сверло: виды, характеристики и рекомендации по выбору
Сверло – это распространенный режущий инструмент, который используется не только для получения сквозных отверстий методом сверления, но и для увеличения размеров уже имеющихся.
Технически изделия представляют собой насадки под ручные дрели, перфораторы и различные станки.

Само сверление подразумевает выборку материала за счет вращательного движения острой режущей кромки.
Инструмент делится на огромное количество видов по своей форме и назначению.
Характеристики сверл
Главная характеристика любого сверла – его прочность, которая должна превышать этот показатель у обрабатываемого материала.
Инструмент, в зависимости от условий использования, имеет различный размер и форму.
Отличается также угол заточки режущей части, цвет и др.
Каждое изделие имеет хвостовик, тип которого должен соответствовать патрону дрели, шуруповерта или станка.
Материал
Для изготовления сверла используется различные по своим характеристикам сплавы.
При этом применяется так называемая “быстрорежущая” сталь марок P18, P9, P9K15.
Если диаметр сверла превышает 8 мм, в его изготовлении используется метод сварки, например: углеродистая сталь для хвостовика, быстрорежущая сталь для рабочей части.
Для материалов с высокими показателями твердости (в основном из металла), используются, как правило, кобальтовые сверла.
Их особенность заключается в том, что рабочая часть производится из быстрорежущей стали Р6М5К5, ВК6М с добавлением кобальта.
ПРИМЕЧАНИЕ
После буквы “К” в маркировке всегда стоит цифра, которая указывает на количество кобальта в частях.
Для сверления бетона, камня и кирпича используются твердосплавные победитовые сверла.
Наконечник такого инструмента имеет напайки из победита – сплава вольфрама (90%) и кобальта (10%), разработанного в СССР. Современных же модификаций этого сплава существует более десяти.

ВАЖНО!
Победитовый наконечник не режет материал, а крошит, так что для работы с металлом, пластиком и деревом он не подходит.
Кроме вольфрама и кобальта, в сплавах встречается хром, молибден, ванадий, а их процентное количество заложено в маркировке.
Покрытие
Чтобы продлить жизнь сверлам, их тело имеет одно из перечисленных покрытий:
• Оксидная пленка – значительно повышает устойчивость к перегреву от трения.
Также защищает изделие от ржавчины.
Срок службы, естественно, возрастает.
• Алмазное покрытие – самое прочное из существующих.
Применяется в основном на тех изделиях, которые используются при работе с предельно твердыми материалами, включая камень и керамогранит.
• Титановое покрытие – общее название, указывающее, что в материале содержится химическое соединение титана – TiN (нитрид титана), TiAIN (титано-алюминиевый нитрид), TiCN (карбонитрид титана).
Окраска
Цвет сверла имеет большое значение.
Он свидетельствует об используемом покрытии или способе обработки:
• Серый – родной цвет стали.
Говорит об отсутствии любой обработки.
Самые дешевые и недолговечные изделия имеют именно серый цвет.

• Черный – цвет стали, которая была подвергнута воздействию перегретого пара при окончательной обработке.
Черные изделия намного долговечнее, чем предыдущий вариант.

• Желтый – цвет стали, которая подвергалась отпуску (обработка металла с целью снять его внутреннее напряжение).
Говорит о высокой твердости стали, причем его хрупкость сильно снижена отпуском.

• Золотистый – цвет нитрида титана. Яркие золотистые инструменты очень прочные, к тому же у них снижены показатели трения о заготовку.

Заточка сверла по металлу своими руками приспособление. Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
Рис.3 Правка торца наждачного круга эльборовым резцом.
При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
Рис 4. Замер шаблоном угла заточки
Правильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.
Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Как отличить сверло по металлу от сверла по дереву. Что общего?
- Изготовители выпускают спиральные сверла по металлу и дереву одинаковых диаметров, ведь идентичные отверстия может понадобиться сверлить в обоих материалах. Диаметр их бывает от 0,1 мм до 8 см. Есть, конечно, и уникальные, но их невозможно найти в простом бытовом или строительном магазине.
- Могут иметь одинаковые размеры и достигать 600 мм .
- Для сверления небольших дырочек в дереве могут использоваться сверла по металлу. При этом использовать сверла по дереву для металла нельзя. Но важно помнить, что если используется для работы по дереву сверло для метала, нужно все время следить за его состоянием. Края отверстия будут не ровными, потому что такое сверло будет рвать волокна, также стружка дерева может забить канавки, и сверло начнет перегреваться, что очень плохо скажется на его состоянии. Очень важно уточнить, что аналоги для бетона не подходят для работы по дереву. Хотя многие строители, таким образом, экономят, можно не только испортить всю конструкцию, но даже привести к пожару, так как сверхпрочный материал не будет сверлить, а просто пропалит древесину.
- Некоторые виды сверел применяются для метала и дерева, например, винтовые или спиральные, просто делают их из разного материала, чтобы можно было сверлить и плотный материла и более податливый вроде ДСП.
- Существуют универсальные сверла, которыми можно сверлить что угодно. Причем не только метал или древесину, но даже пластик, керамику и бетон. У него имеется уникальная заточка, благодаря которой можно сверлить что угодно. Правда, если пришлось его покупать, лучше выбрать дорогие, а не дешевые модели. Подделки и модели с плохим сплавом прослужат не долго, некоторые из них ломаются уже после первого использования. А качественные, напротив, могут прослужить много лет.
- Проведение работ по сверлению отверстий в разных материалах идентично. Технология совершенно одинаковая, как и рекомендации, которые даются по работе.
- Маркировка подобных изделий одинаковая . Буквы и цифры обозначают производителя, тип стали, содержание вольфрама, частицы других элементов в сплаве. Считается, что чем больше элементов в сплаве, тем качественней будет сверло. Оно сможет выдерживать большие нагрузки и температуру.
Корончатые сверла по металлу для дрели. Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали , сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Углы заточки сверла по металлу таблица. Как правильно заточить сверло по металлу: угол заточки, приспособления
Сверла считаются расходными материалами, которые надо периодически менять в процессе работы. Однако то, что приемлемо для недорогих изделий, не подходит для профессиональных качественных моделей. Давайте разберемся, можно ли точить сверла, как это делать и чем. Особенность сверления: Отверстия глубиной до 4d Особенность сверления: Тонкостенные детали и пакеты из листа Особенность сверления: Отверстия глубиной более 4d Особенность сверления: Отверстия глубиной до 4d Особенность сверления: Отверстия глубиной до 4d Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие: По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки! У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в. Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор. Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки. Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок. Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки. На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно. Как обычно, любую работу можно выполнить с помощью специальных приспособлений или вручную. Конечно, первый вариант проще – заточные приспособления уже ориентированы на правильную обработку рабочей части. Сразу стоит оговорить: под ручной заточкой подразумевается использование заточного станка (станка с абразивным кругом/кругами различной зернистостью). Вручную, с помощью абразивного бруска, можно только довести режущую кромку до желаемой остроты или быстро поправить в процессе работы. Автоматически точить сверла позволяют специальные приспособления – насадки на дрель, станки, кондукторы и прочее. Все устройства, используемые для заточки сверла по металлу, можно условно разделить на три группы: В зависимости от того, правильно ли выбран угол, подобран инструмент для работы и проверено соответствие результата желаемому эффекту, упрощается или затрудняется сверление металла. Итак, базовая часть оборудования – станок для заточки. Один из самых простых вариантов – закрепленная на основании болгарка с подходящим шлифовальным кругом. При помощи специального держателя электроинструмент закрепляется на столе или верстаке так, чтобы при вращении патрона не происходило смещения, а вибрация гасилась. С помощью такого устройства можно не только точить инструмент, но и шлифовать детали. В зависимости от того, как именно удобно работать, ось вращения направляется горизонтально или вертикально. Следующий вариант – простейший заточной станок, например, советского еще производства ИЭ-9703 (так называемое точило).
Диаметр сверла d: 6 — 30 мм Металл
Диаметр сверла d: 1 — 12 мм Алюминиевые сплавы
Диаметр сверла d: 3 — 30 мм Магниевые сплавы, электрон, силумин, пластмассы
Диаметр сверла d: 1 — 30 мм Сталь, чугун, твердая бронза
Пора точить?..
Определяем угол заточки
Методика заточки
Точильный станок и его модификации