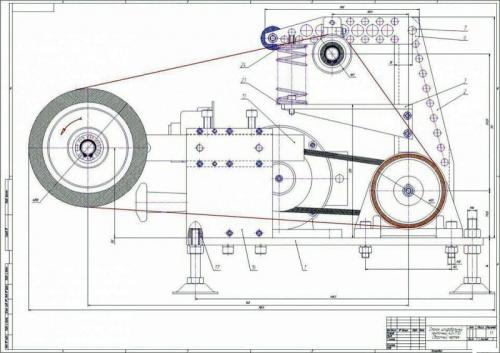
Чертеж гриндера с размерами на 1250 ленту. Схема и принцип работы
Чертеж гриндера с размерами на 1250 ленту. Схема и принцип работы
Конструктивно любой ленточно-шлифовальный станок состоит из следующих элементов:
- электрический двигатель;
- шкив с закреплённым прямым роликом;
- натяжные ролики;
- поворотный прижимной механизм;
- абразивная лента;
- основание.
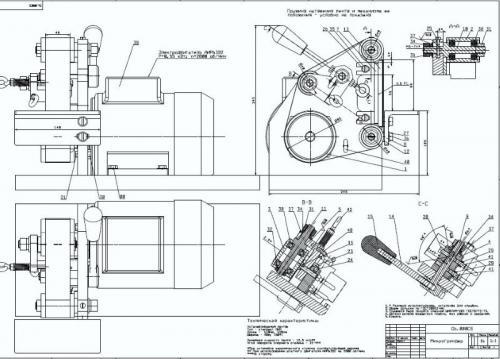
Для расширения функциональных возможностей агрегата отдельные конструкции имеют дополнительные элементы, позволяющие проводить работы с сильно загрязнёнными или подвергшимися глубокой коррозии поверхностями. В этом случае на ведущий вал двигателя устанавливается абразивный диск.
Самодельный гриндер собирается по аналогичной схеме, как и профессиональный.
Основным принципом работы такой шлифовальной машины является приведение в движение абразивной ленты с помощью системы роликов.
Она состоит из главного ролика, который является ведущим. Он закрепляется на валу двигателя. Остальные ролики являются второстепенными или ведомыми. Они имеют механизм регулировки, который позволяет изменять натяжение ленты. Для изменения угла наклона гриндер имеет механизм его регулировки.
Двигатель для гриндера выбирают исходя из перечня работ, которые планируется выполнять, производительности и степени нагрузки. На промышленную версию устанавливают двигатель, рассчитанный в соответствии с заданными параметрами. Он позволяет получить требуемую скорость ленты, а также бесперебойность работы длительное время. Величину этого параметра определяют обороты вала двигателя и размер шкива. Наиболее оптимальной скоростью движения ленты, считается скорость, около 30 м/сек. Для упрощения получения необходимых параметров разработана сводная таблица. С ее помощью можно найти нужную скорость движения ленты в зависимости от числа оборотов выбранного двигателя. Её можно точно рассчитать, используя известные формулы и данные таблицы.
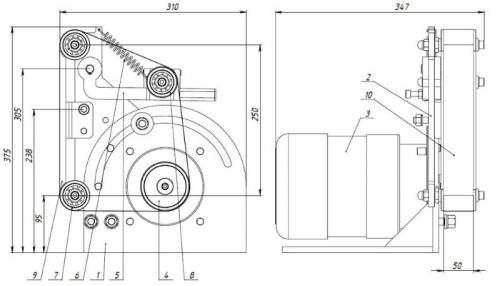
В современной литературе и интернет порталах можно найти чертежи с размерами различных конструкций гриндеров. При выборе схемы и конструкции будущего устройства необходимо оценить свои возможности по приобретению или изготовлению каждого элемента такого агрегата. Например, какой электродвигатель планируется использовать. Определить необходимые габариты всего изделия. Какой тип ленты планируется применять в своей работе.
Источник: https://stroika-i-remont.info/stati/chertezh-grindera-s-razmerami-samodelnyy-grinder-vazhnye-momenty
Склейка ленты для гриндера своими руками без биения. Склейка ленты для гриндера внахлёст
Склейка внахлёст очень хорошо склеивает ленту, вероятность того, что лента склеенная таким образом минимальная.
Недостаток этого способа склейки в том, что в месте склеивания/стыка она «бьёт» по материалу. У этого недостатка также есть логичная закономерность – чем больше зерно ленты, тем меньше чувствуется удары на стеке.
Чтобы склеить наждачную бумагу в ленту способом внахлёст, необходимо убрать абразив в месте склейки.
Сделать это можно либо на одном из концов, либо сразу на обоих.
В случае, если вы уберёте абразив с одного конца ленты, то лента получится с цельным абразивным зерном по всей длине рабочей поверхности, однако при работе будет сильнее чувствоваться биение.
Если же вы хотите склеить ленту встык, то вам не нужно будет убирать абразив с неё, однако прочность и качество соединения будут уступать склейке внахлёст.
Источник delairukami.ru
Перед склейкой вы должны подготовить наждачную бумагу с необходимым зерном.
Поставить на ней разметки, по которым вы будете вырезать ленту, и, собственно, вырезать ленту.
Далее разметить концы ленты по шаблону, угол конца ленты произвольный, но должен находится в диапазоне 30-45 градусов. После чего отрезать лишние куски.
Разметить место, в котором вы будете снимать абразив, и согнуть его.
Соскоблить ножом абразив с места сгиба ленты.
Далее необходимо снять абразив с согнутого куска. Это можно сделать также двумя способами.
Первый – при помощи растворителя. Необходимо нанести растворитель на обратную сторону ленты, после чего дать ей немного времени просохнуть и соскоблить абразив обычным ножом.
Второй – с помощью клея. Первым делом необходимо промазать клеем абразивное зерно согнутого куска.
Следует использовать столярный клей ПВА класса ДЗ, так как обычный не подойдёт.
После нужно приклеить кусок абразивной ленты с нанесённым клеем на доску или брусок, после чего прогреть место склейки обычным утюгом.
Аккуратно оторвать ленту от бруска так, чтобы абразивное зерно осталось на бруске.
Остатки зерна счищаются ножом с ленты.
Далее происходит сама склейка ленты.
Если вы счистили абразивное зерно с двух концов ленты, то они оба промазываются клеем, после чего накладываются, прижимаются и прогреваются утюгом для более скорой склейки.
Если же вы счистили зерно лишь с одного конца ленты, то пропитайте конец без абразивного зерна клеем, после чего приложите его под второй конец ленты и всё также прижмите, и прогрейте утюгом.
На этом этапе вы можете использовать и клей «Момент», в таком случае в конце нужно будет простучать место стыка лент молотком для лучшего качества шва склейки.
Сделать гриндер своими руками в домашних условиях. Лента все же лучше
Ленточный гриндер позволяет делать все то же, что и дисковый, и многое другое. Поэтому далее мы сосредоточимся на том, как своими руками сделать именно ленточный шлифовальный станок. Любители, ориентируясь на промышленные образцы, делают гриндеры порой весьма замысловатые, см. рис.:
Самодельные ленточные шлифовальные станки
И это оправдано: конструкция и кинематика ленточного гриндера весьма пластичны, что позволяет с успехом использовать подручные материалы и старый металлохлам. Нужно только соблюдать 3 принципа:
- Не делайте так, как на втором слева фото рис.: лента абразивной стороной должна касаться только обрабатываемой детали. Иначе абразив съест и обводные ролики, и себя. Точность и чистота обработки на протяжении одной рабочей операции окажутся непредсказуемыми;
- Конструкция станка должна обеспечивать равномерное натяжение ленты независимо от характера производимой операции;
- Скорость движения ленты должна соответствовать характеру производимой операции.
Кинематика и конструкция
Как сказано выше, конструкций гриндеров существует множество. Соображая, из чего бы и как соорудить гриндер себе, лучше ориентироваться на промышленные образцы, предназначенные полностью механизированной для точной и чистой шлифовки крупногабаритных профилированных деталей: раз «шкурит» как надо лопасть пропеллера самолета или ветродвигателя, то и с любой другой работой справится.
Кинематические схемы гриндеров указанного назначения даны на рис.:
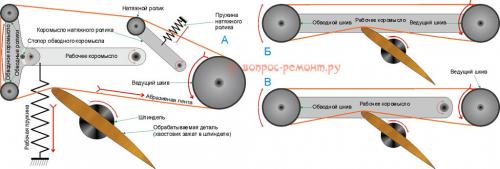
Основные кинематические схемы ленточных шлифоавльных станков (гриндеров)
Поз. А – самая сложная и совершенная, с тремя коромыслами. Если длина коромысла натяжного ролика прим. в 2 раза меньше, чем рабочего, то, регулируя натяжение пружин, можно добиться равномерного натяжения ленты при ходе рабочего коромысла на 20-30 градусов вверх и вниз. Наклоном обводного коромысла, во-первых, станок перенастраивается под ленты разной длины. Во-вторых, таким же образом можно оперативно менять натяжение ленты для разных операций. Рабочей ветвью ленты может быть любая, кроме сбегающей с ведущего шкива до натяжного ролика, т.е. гриндер с 3-мя коромыслами одновременно и горизонтальный, и вертикальный.
Схема с соосно качающимся коромыслом (поз. 2) проще, дешевле и по точности обработки не уступает предыдущей, если длина коромысла между осями – не менее 3-х поперечников обрабатываемой детали. Чтобы на сбить профиль шлифовкой, ход коромысла ограничивают упорами в пределах 10 градусов вверх-вниз. Прижим ленты к детали чаще всего гравитационный, под весом коромысла с обводным шкивом. Натяжение ленты возможно в некоторых пределах оперативно менять, подтянув коромысло вверх слабой регулируемой пружиной, отчасти компенсирующей его тяжесть. Гриндер данной схемы может работать как шлифовальный для мелких деталей с придвижного столика. В таком случае коромысло жестко фиксируется горизонтально, а рабочей поверхностью ленты будет обегающая обводной шкив. По схеме с соосным коромыслом сделан, напр., достаточно популярный гриндер BTS50. Недостатки схемы, во-первых, технологически сложный соосный с ведущим валом шарнир коромысла. Во-вторых, необходимость в эластичной ленте: если сделать обводной шкив скользящим подпружиненным, точность обработки падает. Этот недостаток при обработке мелких деталей полностью устраняется дополнительным натяжным роликом, см. далее.