Приспособления для заточки сверл по металлу. Чертежи простейших приспособлений
- Приспособления для заточки сверл по металлу. Чертежи простейших приспособлений
- Углы заточки сверла по металлу таблица. Как правильно заточить сверло по металлу: способы и правила заточки инструмента с видео
- Самодельное приспособление для заточки сверл. Сверла по металлу
- Приспособление для заточки сверл. Как и чем затачивать сверла?
- Видео ЗАТОЧКА СВЁРЛ Часть №2 ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ.
Приспособления для заточки сверл по металлу. Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла. При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки.
Такие самодельные приспособления для заточки сверл должны быть оснащены обоймами. Для их изготовления подойдут медные или алюминиевые трубки, внутренний диаметр которых равняется типовому размеру используемого сверлильного инструмента.
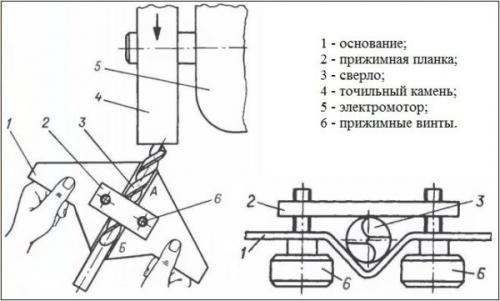
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.
Для изготовления самодельного станка для заточки сверл, может быть использован ряд различных конструктивных вариаций подобного оборудования. При наличии соответствующих чертежей и понимании принципа работы данного оборудования, можно изготовить заточное оборудование самостоятельно в домашних условиях.
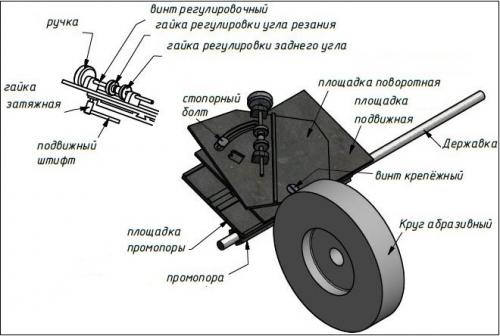
Конструкция состоит из следующих элементов:
Существуют важные правила, которые должны соблюдаться в процессе эксплуатации такого приспособления, а именно затачиваемый инструмент не должен вращаться вокруг своей оси. В случае даже незначительного поворота, заточку должна быть выполнена снова.
Заточенный инструмент должен быть остужен естественным способом. После чего следует выполнить проверку его восстановленных геометрических параметров . Для этого можно использовать шаблон. Следует учитывать, что каждая режущая кромка сверла может иметь отличие друг с другом, не больше чем на десятую долю мм. При этом, особое внимание стоит уделять данному параметру, если сверла имеют небольшой диаметр.
Углы заточки сверла по металлу таблица. Как правильно заточить сверло по металлу: способы и правила заточки инструмента с видео
Затупившемуся инструменту можно и нужно возвращать остроту. Поэтому мы расскажем, как правильно заточить сверло по металлу: методы обработки, до какой геометрии доводить и так далее. В результате вы будете знать, что делать, чтобы полностью вернуть его характеристики и снова его использовать. Согласитесь, это гораздо практичнее, чем сразу покупать новое.
Внимание, как только вы заметите, что режущая кромка утратила исходный профиль, нужно тут же прекратить выполнение технологической операции. Потому что его кромка под воздействием сил трения нагрелась и стала мягкой, и продолжение работы вызовет еще большую деформацию, уже критическую, после которой восстановление станет невозможным.

Понять, что она необходима, можно по следующим, достаточно явным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
- стружка выходит в виде мелкой крошки, а не длинной спирали;
- кромка быстро перегревается – стоит попробовать пальцем, и можно обжечься.
 |  |
Итак, если заметите хотя бы один из этих тревожных знаков, немедленно останавливайтесь, иначе не избежите поломки. Если привычная операция стала занимать больше времени – например, раньше вы делали отверстие за 3 секунды, а теперь за 5 – это тоже говорит об износе.
В случае сомнений следует просто проверить кромку на ощупь: если она округлая или гладкая и, наоборот, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для дальнейшего использования и пора озаботиться вопросом восстановления.

Конструкция рассматриваемого инстурмента достаточно проста и состоит из таких элементов:
- режущая кромка, непосредственно снимает стружку;
- шейка, выполняющая роль своеобразной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, закрепляемый в станке (ручной дрели);
- по паре задних (затылок) и передних поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При многократном выполнении технологических операций затупляется, а значит именно ей и требуется вернуть остроту.

Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
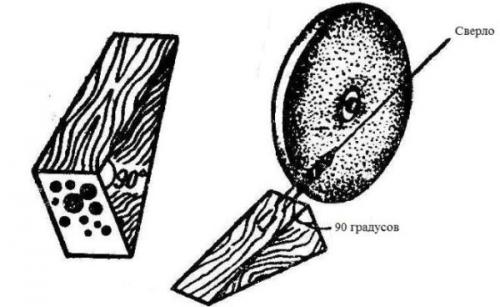
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
Угол оси и режущей части – он обязан быть вполовину уже предыдущего, то есть 58-59 0, и симметричен относительно каждой стороны инструмента. Иначе будет наблюдаться неравномерный износ, что оборачивается более быстрым выходом инструмента из строя, а также неровными краями готовых отверстий.
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки.

Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.

Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
Самодельное приспособление для заточки сверл. Сверла по металлу
Их часто используют и по дереву, эти инструменты можно считать универсального использования. Сверла по металлу изготавливаются из очень качественных и очень дорогих высоколегированных сталей. Периодическая заточка в разы увеличивает сроки эксплуатации режущих инструментов, улучшает процесс высверливания и повышает качество поверхности и геометрии отверстий.
Сверло по металлу
Профессионалы настоятельно рекомендуют покупать только качественные режущие инструменты торговых марок RUKO, BOSCH, HAISSER.
Набор сверл по металлу
Почему отечественные намного хуже по качеству, ведь еще лет сорок тому назад наша инструментальная промышленность занимала ведущие мировые позиции? За несколько десятилетий мы безнадежно отстали от мировых производителей, у нас нет ни научного потенциала для разработки новых сплавов и технологий обработки металлов, нет среднего машиностроения для производства самого современного оборудования, не вкладываются финансовые средства в научные разработки.
Дорогие сверла по металлу имеют очень сложную и точную крестовую заточку, дополнительно обрабатываются по методу сеточной заточки. Поверхности покрываются специальными очень дорогими металлами и сложными сплавами для минимизации сил трения, лучшего отвода стружки, уменьшения нагрева. Каждая режущая кромка контролируется минимум по двум углам.
Приспособление для заточки сверл. Как и чем затачивать сверла?
Заточка свёрл по металлу – подготовительная работа, для выполнения которой незачем обращаться к токарю или фрезеровщику. Каждый домашний мастер в состоянии заточить режущие инструменты своими руками – при помощи отдельных приспособлений.

Когда необходимо?
Токари со значительным стажем работы и большим опытом обнаружат на слух и глаз – непосредственно во время работы – что инструмент нуждается в затачивании. Д ля начинающих это также повод задуматься, не нужна ли выправка затупленного сверла – на что указывают следующие проявления намечающейся неисправности: сверло свистит и скрипит при трении о просверливаемую грань и поверхность, быстро нагревается при работе на средних и высоких оборотах. Отверстия, проделываемые затупленным сверлом, отличаются неровностями – насечками и выбоинами в том месте, где проходила рабочая (режущая) часть. Стружка у зазубренного и затупленного сверла выходит только из одной канавки, а не из обеих, либо выводится с разной скоростью, в неравномерном количестве.
Запоздалая заточка приведёт к тому, что конец сверла отломается, просверленная деталь (или заготовка под неё) получит дополнительные повреждения. Часты эпизоды, когда сверло застревало в обрабатываемом металле (или сплаве) – особенно этому подвержены стальные заготовки. Быстрорежущая сталь – не победитовый сплав и тем более не алмазное покрытие – она попросту сломается от усиленной нагрузки, которую вынужден приложить мастер, чтобы досверлить оставшиеся миллиметры материала.